Hej tam! Jako dostawca anodowanych produktów szampańskich mam bogatą wiedzę na temat najlepszych praktyk anodowania szampana w środowisku produkcyjnym. Na tym blogu podzielę się kilkoma wskazówkami i trikami, które pomogą Ci osiągnąć najlepsze wyniki.
Zrozumienie anodowania szampana
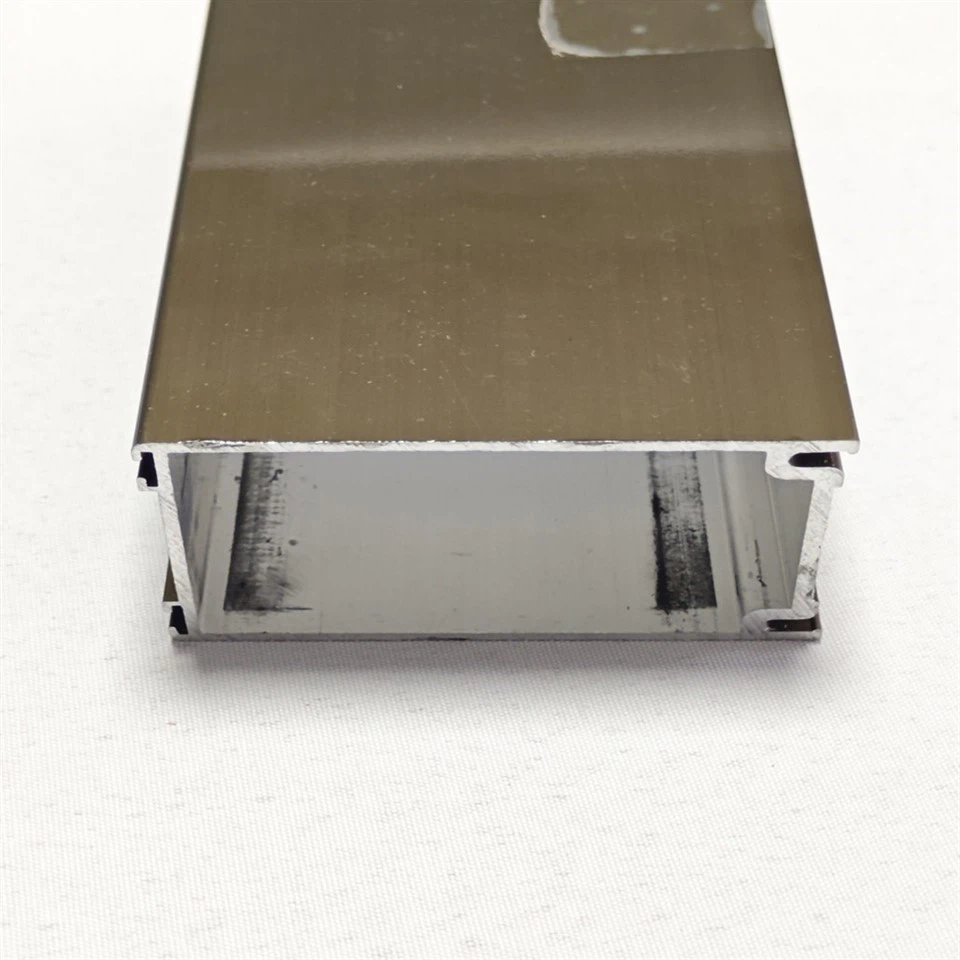
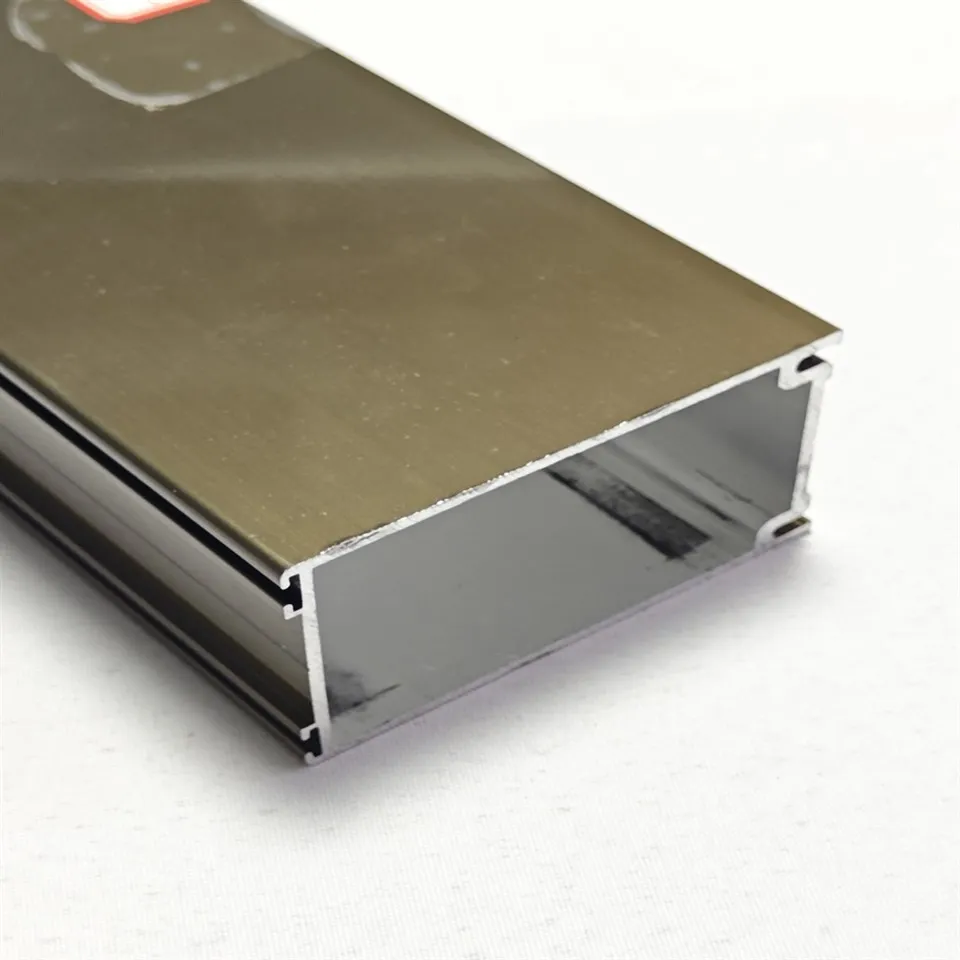
Na początek porozmawiajmy o tym, czym właściwie jest szampan anodowany. Anodowanie to proces elektrochemiczny, który przekształca powierzchnię metalu w dekoracyjne, trwałe, odporne na korozję, anodowe wykończenie tlenkowe. Kiedy mówimy o anodowaniu szampana, mamy na myśli wykończenie, które ma kolor i wygląd przypominający szampan na metalu, zwykle aluminium. Wykończenie to jest popularne w różnych gałęziach przemysłu, szczególnie w przypadku profili okiennych i drzwiowych. Możesz się sprawdzićWytłaczane aluminiowe anodowane profile szampana do okien i drzwiaby zobaczyć kilka świetnych przykładów wykorzystania tego wykończenia w rzeczywistych zastosowaniach.
Wstępne leczenie
Etap obróbki wstępnej ma kluczowe znaczenie dla powodzenia procesu anodowania. Zaczynamy od oczyszczenia podłoża aluminiowego. Wszelkie zabrudzenia, olej lub inne zanieczyszczenia na powierzchni mogą zakłócać proces anodowania i prowadzić do nierównego wykończenia. Do usunięcia zabrudzeń powierzchniowych można użyć łagodnego, zasadowego środka czyszczącego. Następnie często konieczny jest etap odtleniania. Pomaga to usunąć naturalną warstwę tlenku na aluminium, która może również wpływać na wyniki anodowania.
Po zakończeniu czyszczenia i odtleniania przychodzi czas na trawienie. Trawienie tworzy na aluminium mikrochropowatą powierzchnię, która pozwala na lepsze przyleganie anodowanej warstwy. Należy jednak zachować ostrożność podczas procesu trawienia. Nadmierne trawienie może sprawić, że powierzchnia będzie zbyt szorstka, natomiast niedostateczne trawienie nie zapewni wystarczającej przyczepności. Dobrą zasadą jest przestrzeganie zaleceń producenta dotyczących roztworu trawiącego i czasu trawienia.
Proces anodowania
Przejdźmy teraz do właściwej części anodowania. Najpopularniejszą metodą anodowania szampana jest proces anodowania kwasem siarkowym. W tym procesie aluminiowy przedmiot obrabiany jest zanurzany w kąpieli elektrolitowej z kwasem siarkowym. Następnie przez kąpiel przepływa prąd stały, powodując utlenienie aluminium i utworzenie na jego powierzchni anodowej warstwy tlenku.
Istotnym czynnikiem jest stężenie kwasu siarkowego w kąpieli. Generalnie do anodowania szampana stosuje się stężenie około 15 - 20%. Temperatura kąpieli również ma znaczenie. Należy ją przechowywać w temperaturze 18–22°C (64–72°F). Jeśli temperatura jest zbyt wysoka, anodowa warstwa tlenku może rosnąć zbyt szybko i stać się porowata. Z drugiej strony, jeśli będzie zbyt niska, tempo wzrostu będzie powolne, a proces potrwa dłużej.
Czas anodowania jest kolejnym krytycznym parametrem. Zależy to od pożądanej grubości anodowej warstwy tlenku. W przypadku anodowanego wykończenia w kolorze szampańskim zwykle wystarcza grubość około 10–25 mikronów. Czas anodowania można obliczyć na podstawie gęstości prądu i pożądanej grubości. Typowa gęstość prądu do anodowania szampana wynosi około 1 - 2 A/dm².
Barwiący
Po procesie anodowania przychodzi czas na nadanie aluminium pięknej szampańskiej barwy. Istnieją dwa główne rodzaje barwników stosowanych do anodowania: barwniki organiczne i barwniki nieorganiczne. Barwniki organiczne są częściej stosowane, ponieważ oferują szerszą gamę kolorów i lepszą trwałość kolorów.
Podczas barwienia należy upewnić się, że anodowane aluminium zostało dokładnie spłukane po procesie anodowania, aby usunąć resztki kwasu. Następnie zanurz przedmiot w kąpieli barwiącej. Ważna jest temperatura i pH kąpieli barwiącej. W przypadku większości barwników organicznych idealna jest temperatura około 50–60°C (122–140°F) i pH 5–6. Czas barwienia również zmienia się w zależności od pożądanej intensywności koloru. Można zacząć od krótkiego czasu i stopniowo go zwiększać, aż do uzyskania idealnego szampańskiego koloru.
Opieczętowanie
Ostatnim etapem procesu anodowania szampana jest uszczelnianie. Uszczelnianie jest ważne, ponieważ zamyka pory w anodowej warstwie tlenku, dzięki czemu wykończenie jest bardziej odporne na korozję i zużycie. Dostępnych jest kilka metod uszczelniania, takich jak uszczelnianie gorącą wodą, uszczelnianie octanem niklu i uszczelnianie dwuchromianem.
Uszczelnianie gorącą wodą jest metodą prostą i opłacalną. W tej metodzie anodowane i barwione aluminium zanurza się na pewien czas w gorącej wodzie (około 95 - 100°C). Ciepło powoduje zamknięcie porów w anodowej warstwie tlenku. Inną popularną metodą jest uszczelnianie octanem niklu. Zapewnia lepszą odporność na korozję niż uszczelnianie gorącą wodą. Uszczelnianie dwuchromianem jest również skuteczne, ale zawiera sześciowartościowy chrom, który jest substancją toksyczną, dlatego nie jest tak powszechnie stosowany ze względu na ochronę środowiska.
Kontrola jakości
W całym procesie anodowania szampana niezbędna jest kontrola jakości. Musisz regularnie sprawdzać jakość anodowanych produktów. Do kluczowych parametrów, które należy sprawdzić, zalicza się grubość anodowej warstwy tlenku, jednorodność koloru i odporność na korozję.
Do pomiaru grubości anodowej warstwy tlenku można użyć miernika grubości. Jednolitość koloru można sprawdzić wizualnie lub za pomocą kolorymetru. Aby sprawdzić odporność na korozję, można przeprowadzić testy w mgle solnej. Testy te polegają na wystawieniu anodowanych próbek na działanie mgły słono-wodnej przez określony czas, a następnie sprawdzeniu pod kątem oznak korozji.
Względy bezpieczeństwa
Praca w środowisku produkcyjnym anodującym wymaga również rygorystycznych środków bezpieczeństwa. Substancje chemiczne stosowane w procesie anodowania, takie jak kwas siarkowy i barwniki, mogą być niebezpieczne. Upewnij się, że wszyscy pracownicy zostali odpowiednio przeszkoleni w zakresie obchodzenia się z tymi chemikaliami. Powinni nosić odpowiednie środki ochrony osobistej, takie jak rękawice, okulary i fartuchy.
Miejsce anodowania powinno być dobrze wentylowane, aby zapobiec gromadzeniu się szkodliwych oparów. Należy także zapewnić łatwy dostęp do pryszniców bezpieczeństwa i myjek do oczu na wypadek przypadkowego rozlania lub rozprysku środków chemicznych.
Wydajność produkcji
Aby zwiększyć efektywność anodowania produkcji szampana, możesz wdrożyć pewne strategie. Jednym ze sposobów jest optymalizacja przepływu pracy. Ułóż stanowiska pracy w logiczny sposób, tak aby obrabiane elementy mogły płynnie przechodzić z jednego etapu do drugiego.
Inną strategią jest użycie zautomatyzowanego sprzętu. Zautomatyzowane linie do anodowania mogą obniżyć koszty pracy i poprawić spójność procesu anodowania. Mogą także dokładniej monitorować i kontrolować kluczowe parametry, takie jak temperatura, gęstość prądu i czas anodowania.
Wpływ na środowisko
W dzisiejszym świecie dużym problemem jest wpływ na środowisko. Podczas anodowania szampana należy starać się minimalizować wpływ na środowisko. Można tego dokonać poprzez recykling środków chemicznych stosowanych w procesie. Na przykład kwas siarkowy w kąpieli do anodowania można poddać recyklingowi i ponownie wykorzystać.
Można także oczyszczać ścieki powstałe w procesie anodowania. Dostępne są różne metody oczyszczania ścieków, takie jak wytrącanie, filtracja i wymiana jonowa. Oczyszczając ścieki, można zmniejszyć ilość substancji zanieczyszczających uwalnianych do środowiska.
Wniosek
Anodowanie szampana w środowisku produkcyjnym wymaga połączenia odpowiedniej obróbki wstępnej, dokładnej kontroli procesu anodowania, odpowiedniego barwienia i uszczelniania oraz ścisłej kontroli jakości. Postępując zgodnie z tymi najlepszymi praktykami, można wytwarzać wysokiej jakości anodowane produkty szampana, które spełniają zapotrzebowanie rynku.
Jeśli jesteś zainteresowany zakupem anodowanych produktów do szampana lub chcesz dowiedzieć się więcej o naszych usługach anodowania, skontaktuj się z nami w celu szczegółowej dyskusji. Zawsze chętnie pomożemy Ci znaleźć najlepsze rozwiązania dla Twoich potrzeb.
Referencje
- „Technologia anodowania aluminium” autorstwa Davida P. Mattoxa
- „Wykończenie powierzchni aluminium i jego stopów” Jeana – Pierre’a Bellangera