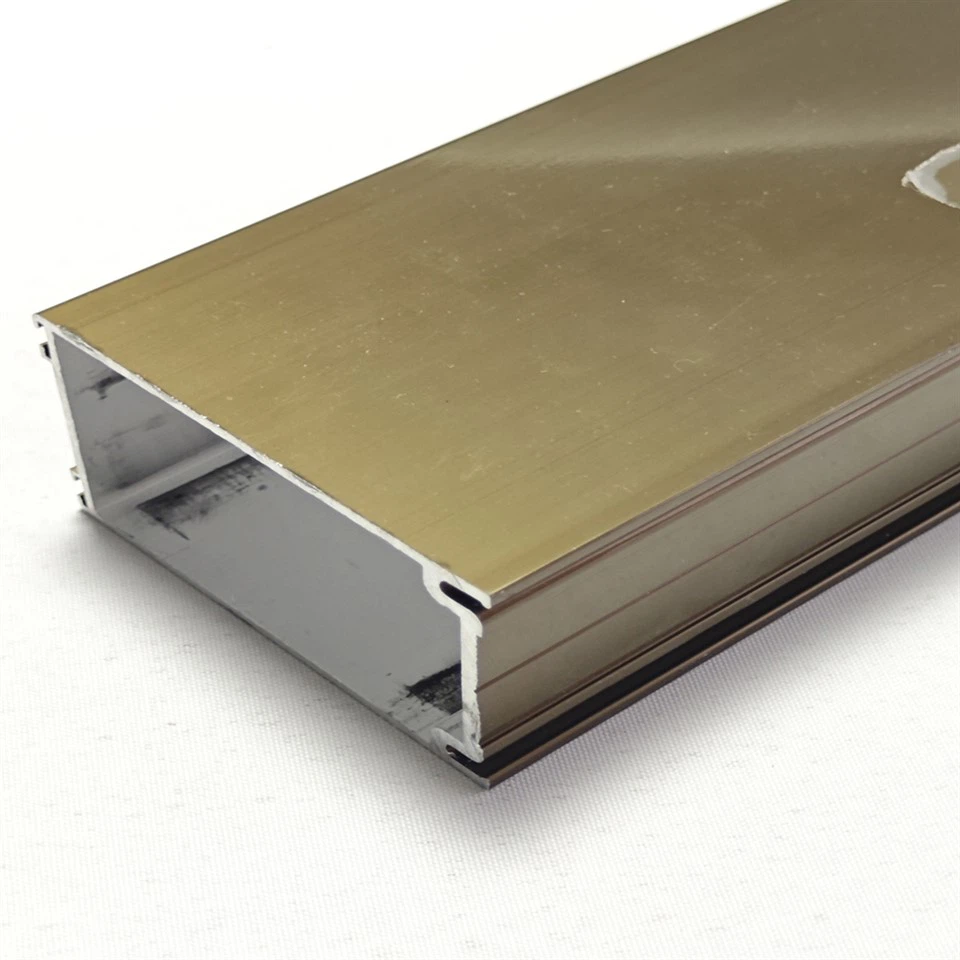
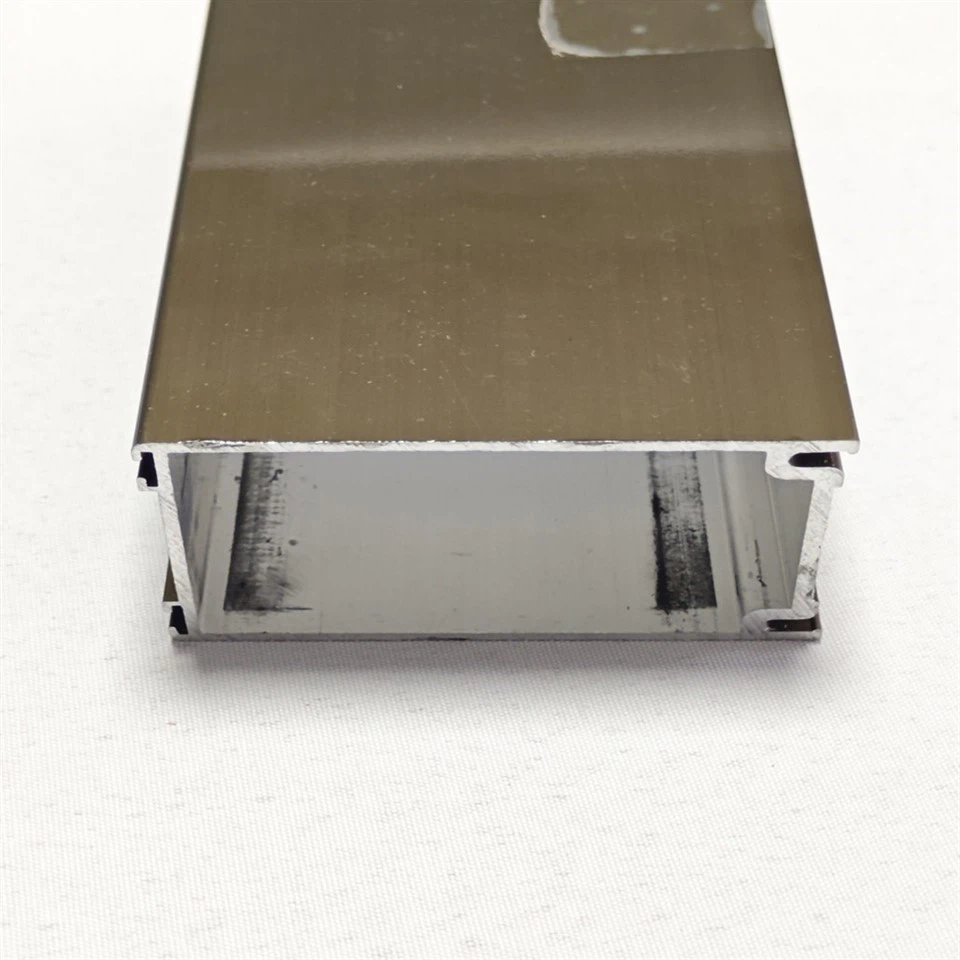
Jako dostawca szampana anodującego spędziłem znaczną ilość czasu na badaniu niuansów tego procesu obróbki powierzchni, zwłaszcza jego wpływu na przyczepność powłok. Anodowanie szampana jest popularnym wyborem w różnych gałęziach przemysłu, szczególnie w przemyśleWytłaczane aluminiowe anodowane profile szampana do okien i drzwize względu na swój estetyczny wygląd i właściwości ochronne. Na tym blogu będę zagłębiać się w wpływ anodowania szampana na przyczepność powłoki, przedstawiając spostrzeżenia oparte na wiedzy naukowej i praktycznym doświadczeniu.
Zrozumienie anodowania szampana
Anodowanie to proces elektrochemiczny, który przekształca powierzchnię metalu w dekoracyjne, trwałe, odporne na korozję, anodowe wykończenie tlenkowe. W szczególności anodowanie szampańskie tworzy na powierzchni metalu ciepły, złoty kolor, który jest bardzo poszukiwany w zastosowaniach architektonicznych i konsumenckich. Proces polega na zanurzeniu metalu (najczęściej aluminium) w kąpieli elektrolitowej i przepuszczeniu przez nią prądu elektrycznego. Powoduje to utlenianie metalu, tworząc na jego powierzchni porowatą warstwę tlenku.
Rola warstwy tlenku anodowego w przyczepności powłok
Anodowa warstwa tlenku powstająca podczas anodowania szampana odgrywa kluczową rolę w przyczepności powłoki. Porowata natura tej warstwy zapewnia mechaniczne miejsca blokowania powłoki. Po nałożeniu powłoki materiał powłokowy wnika w pory anodowej warstwy tlenkowej. Ta mechaniczna blokada działa jak klucz i mechanizm blokujący, fizycznie utrzymując powłokę na miejscu na metalowej powierzchni.
Badania naukowe wykazały, że wielkość porów i gęstość anodowej warstwy tlenkowej mogą znacząco wpływać na przyczepność powłoki. Dobrze kontrolowany proces anodowania może wytworzyć warstwę tlenku o optymalnych właściwościach porów. Na przykład, jeśli pory są zbyt duże, powłoka może nie być w stanie w pełni wniknąć i utworzyć silnego wiązania mechanicznego. Z drugiej strony, jeśli pory są zbyt małe, materiał powłokowy może nie mieć możliwości skutecznego wniknięcia w pory.
Chemia powierzchni i przyczepność powłok
Oprócz mechanicznego blokowania, skład chemiczny powierzchni anodowanej warstwy szampana wpływa również na przyczepność powłoki. Anodowa warstwa tlenku ma unikalny skład chemiczny, który może oddziaływać z materiałem powłokowym. Na przykład warstwa tlenku może mieć na swojej powierzchni grupy hydroksylowe. Te grupy hydroksylowe mogą tworzyć wiązania chemiczne z pewnymi materiałami powłokowymi, takimi jak te zawierające reaktywne grupy funkcyjne.
Wartość pH kąpieli do anodowania i obróbka po anodowaniu mogą również wpływać na skład chemiczny powierzchni anodowej warstwy tlenku. Właściwa obróbka po anodowaniu, taka jak uszczelnianie, może zmodyfikować chemię powierzchni, zwiększając przyczepność powłoki. Uszczelnianie może zmniejszyć porowatość warstwy tlenku i zmienić ładunek powierzchniowy, co może poprawić zwilżanie i przyczepność powłoki.
Wpływ parametrów anodowania na przyczepność powłoki
Na przyczepność powłok może mieć bezpośredni wpływ kilka parametrów anodowania. Jednym z takich parametrów jest gęstość prądu podczas procesu anodowania. Wyższe gęstości prądu zazwyczaj skutkują grubszą anodową warstwą tlenku. Jeżeli jednak gęstość prądu będzie zbyt duża, może to spowodować powstanie szorstkiej i niejednorodnej warstwy tlenku, co może niekorzystnie wpłynąć na przyczepność powłoki.
Ważną rolę odgrywa także temperatura kąpieli do anodowania. Wyższe temperatury kąpieli mogą zwiększyć szybkość wzrostu anodowej warstwy tlenku, ale mogą również prowadzić do powstania bardziej porowatej i mniej gęstej warstwy tlenku. Może to zmniejszyć wytrzymałość mechaniczną warstwy tlenku i jej zdolność do utrzymywania powłoki. Dlatego utrzymanie optymalnej temperatury kąpieli ma kluczowe znaczenie dla uzyskania dobrej przyczepności powłoki.
Kontrola jakości anodowania szampana pod kątem przyczepności powłoki
Dla dostawcy, kontrola jakości ma ogromne znaczenie dla zapewnienia dobrej przyczepności powłoki. Podczas procesu anodowania prowadzimy ścisłą kontrolę jakości. Obejmuje to monitorowanie parametrów anodowania, takich jak gęstość prądu, temperatura kąpieli i czas anodowania. Przeprowadzamy również regularne kontrole anodowej warstwy tlenku przy użyciu technik takich jak mikroskopia, aby sprawdzić wielkość porów, gęstość i jednorodność.
Ponadto testujemy przyczepność powłok na naszych anodowanych próbkach szampana, stosując standardowe metody badania przyczepności. Testy te, takie jak test kreskowania lub test odrywania, mogą dostarczyć danych ilościowych na temat siły przyczepności powłoki. Stale udoskonalając nasz proces anodowania w oparciu o wyniki testów, możemy zapewnić, że nasze anodowane produkty szampana mają doskonałe właściwości przyczepności powłoki.
Studia przypadków
Rzućmy okiem na kilka rzeczywistych studiów przypadków, aby zilustrować znaczenie anodowania szampana na przyczepność powłoki. W projekcie polegającym na produkcjiWytłaczane aluminiowe anodowane profile szampana do okien i drzwi, nieprawidłowy proces anodowania początkowo doprowadził do rozwarstwienia powłoki. Anodowa warstwa tlenku miała nierówną wielkość porów, a skład chemiczny powierzchni nie sprzyjał przyczepności powłoki.
Po ponownej ocenie i optymalizacji parametrów anodowania, w tym dostosowaniu gęstości prądu i temperatury kąpieli, przyczepność powłoki uległa znacznej poprawie. Powłoka pozostała nienaruszona nawet po wystawieniu na działanie trudnych warunków środowiskowych, takich jak wysoka wilgotność i wahania temperatury.
Wniosek
Podsumowując, anodowanie szampana ma ogromny wpływ na przyczepność powłok. Porowata natura anodowej warstwy tlenku zapewnia mechaniczne miejsca blokowania, podczas gdy chemia powierzchni może tworzyć wiązania chemiczne z materiałem powłoki. Parametry anodowania, takie jak gęstość prądu, temperatura kąpieli i obróbka po anodowaniu, muszą być dokładnie kontrolowane, aby zapewnić optymalną przyczepność powłoki.
Jako dostawca anodowanego szampana jesteśmy zobowiązani do dostarczania wysokiej jakości produktów o doskonałych właściwościach przyczepności powłoki. Nasze rygorystyczne środki kontroli jakości i ciągłe wysiłki na rzecz poprawy zapewniają, że nasi klienci otrzymują najlepsze w swojej klasie anodowane produkty szampana.
Jeśli interesują Cię nasze produkty do anodowania szampana i chciałbyś omówić wymagania dotyczące powłok, skontaktuj się z nami w celu szczegółowej dyskusji na temat zamówień. Z niecierpliwością czekamy na współpracę z Tobą, aby sprostać Twoim konkretnym potrzebom.
Referencje
- Thompson, GE i Wood, GC (2001). Chemia anodowanego aluminium. CRC Prasa.
- Pinner, DL (1998). Obróbka powierzchniowa aluminium i jego stopów. Międzynarodowy ASM.
- ASTM D3359 - 09. Standardowe metody badawcze pomiaru przyczepności za pomocą testu taśmowego.